Kennst du das Problem? Du checkst morgens das Ergebnis deines nächtlichen 3D-Drucks und freust dich auf einen Satz sauber ausgedruckter, perfekter Querruder, findest aber nur einen Haufen windschiefer Teile vor, die eher Wellenfritten gleichen als sauberen Querrudern?
Kennst du das Problem? Du checkst morgens das Ergebnis deines nächtlichen 3D-Drucks und freust dich auf einen Satz sauber ausgedruckter, perfekter Querruder, findest aber nur einen Haufen windschiefer Teile vor, die eher Wellenfritten gleichen als sauberen Querrudern?
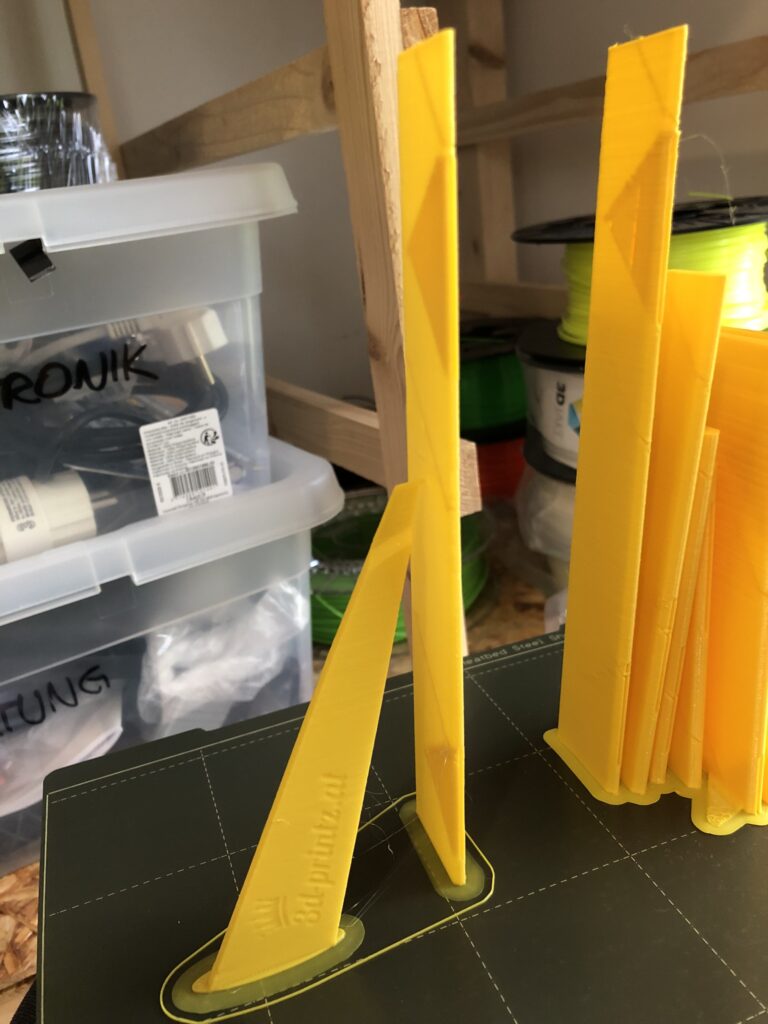
Speziell bei Flugzeugen mit dünnem Airfoil kann der stehende Druck der Querruder schnell zur Herausforderung werden. Wenn es um Verwindungssteifigkeit geht ist genau diese Orientierung aber mit Abstand die beste. Die Querruder liegend (auf der Scharnierkante) zu drucken funktioniert vereinzelt, hat aber den Nachteil, dass die Ruder sich dann deutlich leichter biegen, und ausserdem durch den unvermeidlichen Überhang nicht so gute Layerhaftung aufweisen.
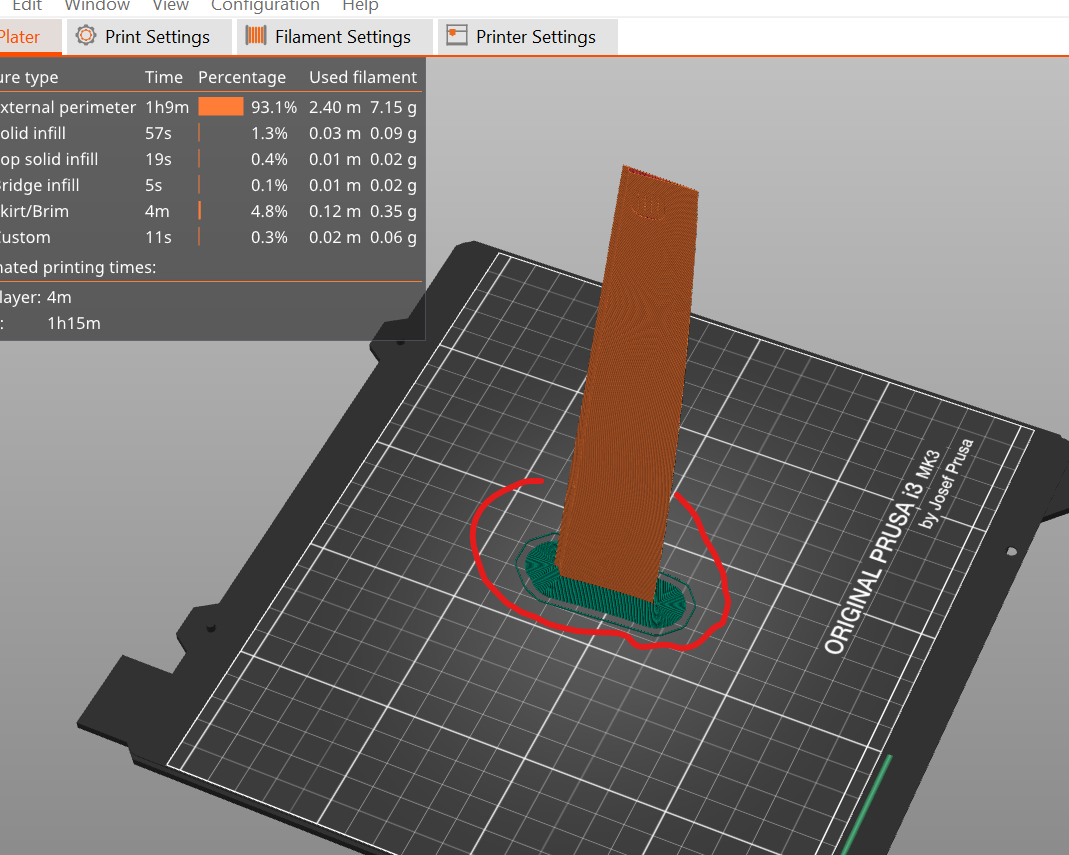
Nicht immer ist diese Art der Stützung möglich, daher haben wir uns eine Alternative einfallen lassen, die fast immer funktioniert. Unsere Aileronsupports sind im Grunde eigenständige STLs die du im Slicer so platzieren kannst, dass sie deine Querruder seitlich stützen. Die Verbindung zwischen Ruder und Support ist dabei so klein, dass sich die Teile leicht von einander lösen lassen.

Du benötigst die Unterstützung des Querruders weiter unten? Kein Problem – schneide einfach mit dem Slicer den Teil des Supports weg, den du nicht brauc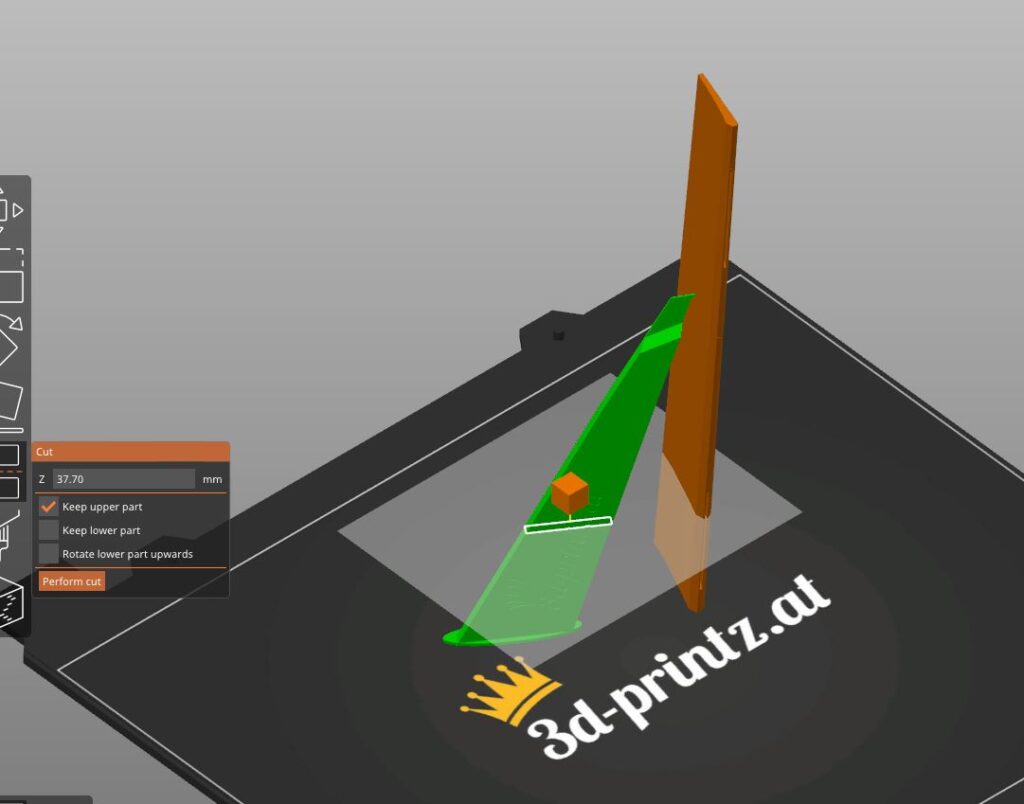 hst, um den Berührungspunkt auf die Höhe zu verschieben auf der du ihn benötigst.
hst, um den Berührungspunkt auf die Höhe zu verschieben auf der du ihn benötigst.
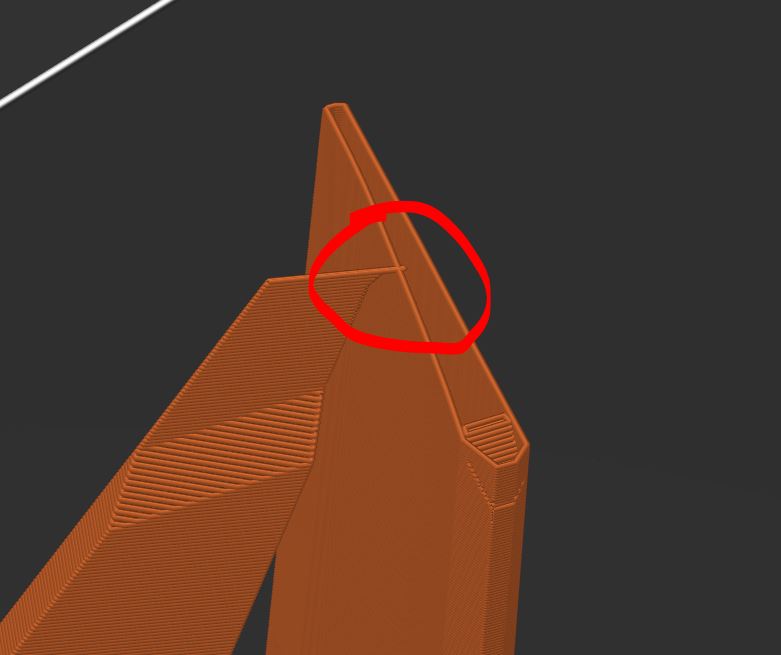
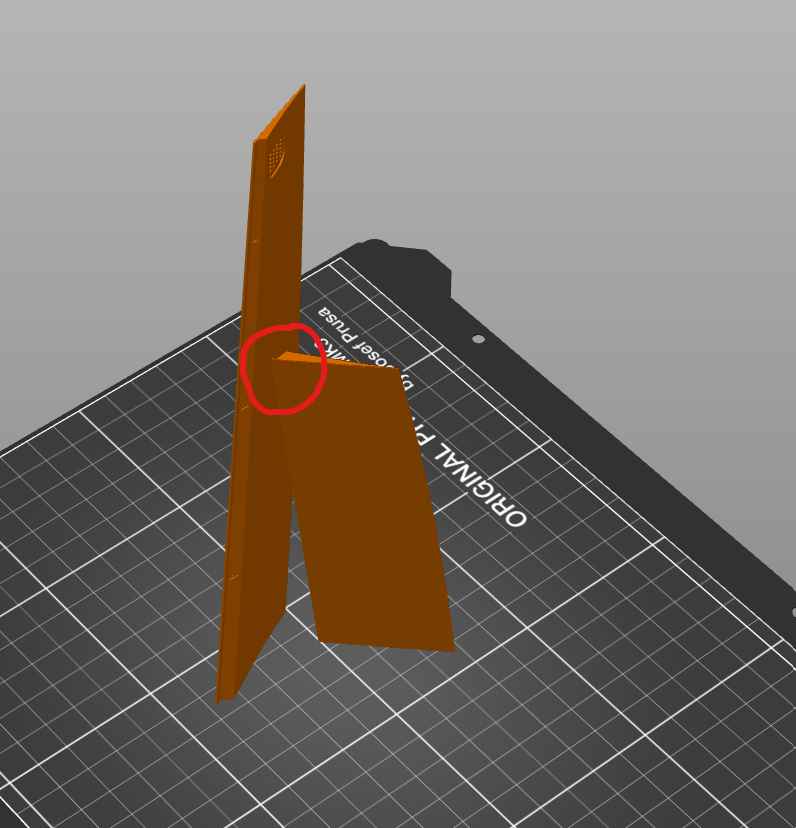
Der Support wird einfach so weit in das Querruder hineingeschoben, bis die zwei Teile verschmelzen – dabei ist aber darauf zu achten, dass der Kontaktpunkt trotzdem möglichst klein bleiben sollte.